

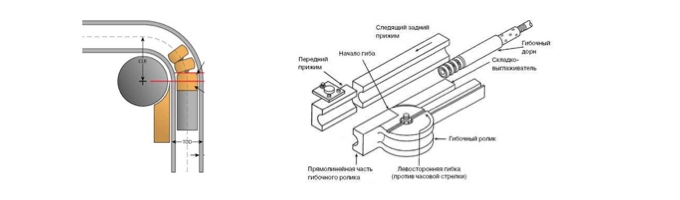
В первую очередь, давайте разберемся, что бездорновый трубогибочный станок необходим для изготовления различных круглых и профильных деталей специальной изогнутой формы для составных конструкций. Трубогиб работает с такими профилями, как – круглая и профильная трубы, полоса, квадрат и кругляк. Гибка производится на строго заданный угол по определенному радиусу методом обкатки, такой способ еще называют «наматыванием» трубы.
Метод гибки
Для гибки каждого вида профиля, отличающегося от предыдущего, применяется свой, индивидуальный инструмент, он же – штамп или оправка. Вернее сказать, и вращающаяся вокруг своей оси оправка и неподвижные ролики, фиксирующие трубу, блок-основание которых может передвигаться вдоль стола для прижима заготовки – обе эти составляющие должны иметь свою проточку под каждый размер трубы или профиля.
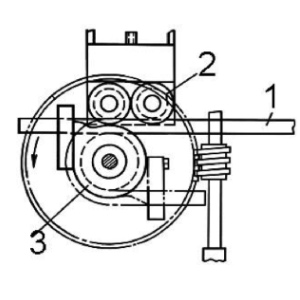
Схема гибки
- Заготовка
- Неподвижные ролики (фиксация)
- Вращающаяся вокруг своей оси оправка
Труба фиксируется в оправке и зажимается неподвижными роликами. Далее оправка, в которой уже загружена и зажата деталь, начинает вращаться вокруг своей оси, приводимая в движение электромотором, а ролики (ответная часть) зафиксированные на месте, таким образом, обеспечивают гибку.
Угол гиба задается при помощи установки на определенное значение (положение) концевика или непосредственно в самом интерфейсе панели управления, в зависимости от модели бездорнового трубогиба.
Области применения бездорновых трубогибов
Бездорновые трубогибы имеют крайне широкую сферу применения при производстве самых разных конструкций, некоторые примеры изделий:

Но главное понимать, что трубогиб, не имеющий дорна, изгибает только толстостенные трубы и профили. Такова особенность именно правильной и качественной гибки труб, где после выполнения операции изделие имеет эстетически приятный внешний вид и не обладает складками, заломами и другими характерными подобным операциям повреждениями.
Нюансы и разъяснение особенностей
При работе на бездорновых трубогибах существует 2 основных правила, которые необходимо учитывать, проектируя гибку какого-либо изделия, а именно:
- Толщина стенки трубы (профиля) должна быть больше ее диаметра минимум на 10%
- Радиус гиба не может быть менее трех, а желательно четырех значений от диаметра самой трубы
Соблюдая оба правила при работе, Вы будете получать правильную, качественную поверхность и, самое главное, форму детали после процесса гибки. Если пренебрегать этими правилами, то есть очень большой риск получить абсолютно не качественные детали, потому что могут (и будут!) образовываться так называемые складки на внутренней поверхности трубы в месте сгиба. А также заломы, замятия или разрывы стенки на внешней стороне. Такое характерно для труб и профиля с тонкой стенкой и/или из более пластичного металла.
В чем разница: бездорновый или дорновый трубогиб?
На самом деле не сложно догадаться по рассказанному выше, что если у Вас стоит задача на гибку тонкостенных труб, то значит, бездорновой трубогиб здесь не подойдет – он попросту будет портить заготовку при любом положении дел.
Что бы было проще в последующем, просто запомните, что толстостенные трубы гнут на бездорновых трубогибочных станках, а тонкостенные на дорновых трубогибочных станках.
Почему так?
Стоит сказать, что трубогибочная машина с использованием дорна сама по себе более сложное оборудование, с гораздо бо́льшим количеством деталей и узлов в конструкции.
Поскольку в момент гиба труба с внешней стороны угла подвергается растяжению и пытается разорваться, в том числе теряя с легкостью до половины от начальной прочности, а с внутренней стороны происходит образование складок (гофры), то в этом случае необходимо использовать внутренний стабилизатор, который помогает в момент гиба распределяться металлу в нужном направлении, исключая описанные выше проблемы.
Дорн. Он же внутренний стабилизатор или еще его могут называть калибрующий сердечник.
Суть использования дорнования заключается в перемещении подвижного инструмента (дорна) с натяжением сквозь отверстие в самой трубе. В данном случае данный процесс называют поверхностным пластическим деформированием заготовки.
Таким образом, если у Вашего производства возникла потребность в гибке тонкостенных труб, то именно на дорновом трубогибе Вы сможете получить идеально ровный, красивый изгиб и прочную заготовку без ухудшения заложенной прочности.
Преимущества и недостатки бездорнового трубогиба
Сам по себе бездорновой трубогибочный станок достаточно прост, в этом кроются как плюсы так и минусы такого типа станков.
Преимущества:
- Простая конструкция самого станка
- Он гораздо доступнее дорнового станка. Поэтому его гораздо чаще можно встретить на различных производственных площадках
- Смена всей оснастки под другую задачу или типоразмер занимает минимум времени
- Компактность размеров и массы. Возможность использования на объекте или в малогабаритных цехах
- Возможность работы с прутком и кругляком
- Легкая наладка станка, в некоторых случаях, не требующая ПНР при поставке
- Несложное обслуживание
Недостатки:
- Невозможность работать с тонкостенными трубами и профилями
- В некоторых моментах возможно присутствие гофры на внутренне стороне при не соблюдении рекомендаций к выбору заготовки
- Отсутствие возможности борьбы с «бочкообразностью» при ее появлении



