


Прочная стальная конструкция
Мы знаем, что точность вальцовочных машин напрямую зависит от надежности. Вальцы ANERKA обрабатываются на высокоточном оборудовании. Элементы станины соединены друг с другом по типу коробчатой рамы, которая устойчива к кручению.
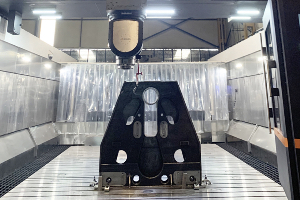
После сварочных работ мы снимаем напряжение со всех заготовок и далее весь корпус станка обрабатывается на 5-и осевом ОЦ с ЧПУ. Это нам позволяет обработать станок за одну установку, где мы имеем всего одну точку отсчета. Таким образом мы обеспечим параллельность всех осей и это в будущем обеспечит долгую работу станка при критических нагрузках

Валы и система бомбирования
Наиболее важными элементами вальцовочного станка являются валы. Многие станки на рынке имеют небольшой диаметр, непрочные валы, которые в процессе предварительной гибки деформируются и создают непрогнутость обечайки на кромке заготовки.

ANERKA разрабатывает валы с большими диаметрами и использует в производстве кованые заготовки, которые обрабатываются высокоточными токарными станками с ЧПУ. Все рабочие поверхности валов закаляются индукционным способом до HRC 54-58 с глубиной закалки 5-6 мм. Каждый вал проходит испытания на твердость. Тем самым мы можем достигать минимального диаметра гибки вплоть до 1,1х относительно верхнего диаметра вала.
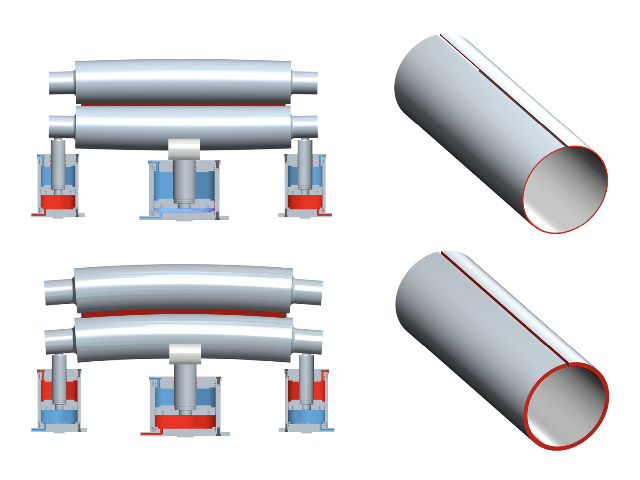
Все валы изготавливаются с учетом компенсации прогиба в середине, что позволит вам избежать различных нежелательных деформаций при гибке обечаек, особенно заготовок из толстолистовой стали.
Динамическая система антипрогиба (опция)
В тех случаях, когда на вашем производстве используются заготовки с большим диапазоном толщин, вам потребуется изменять усилие на вал. Для исключения проблем с гибкой обечаек небольшой толщины, вам потребуется система динамической разгрузки деформации вала. Эта система помогает получить более ровный предварительный изгиб края заготовки.
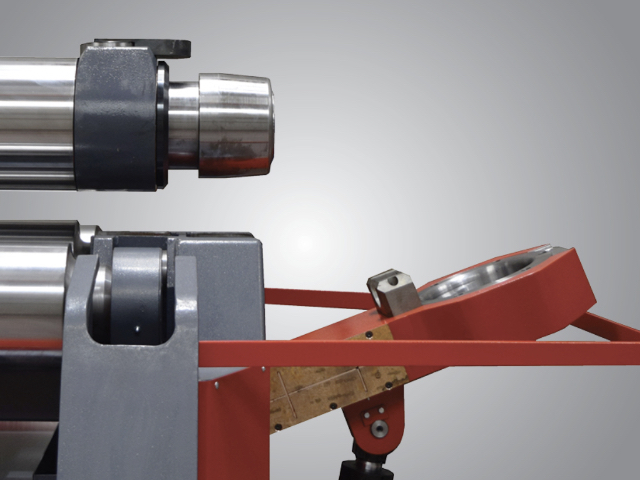
Система откидывания вала
Система позволит вам легко извлечь заготовку. Конусный демпфер – это стандартная функция на 4-х валковых листогибах, помещается на верхний подшипник качения, что позволяет легко его вращать для легкого извлечения заготовки.
Коническая гибка
Благодаря уникальной конструкции, массивному корпусу и способности наклонять нижние и боковые валки, вы можете легко сгибать широкоугольные и конические детали небольшого диаметра.
В то время как большинство машин на рынке могут конически сгибать х3 относительно диаметра верхнего валка, то в свою очередь гибочные машины ANERKA способны конически сгибать в х1,5 раза больше диаметра верхнего вала
Гидравлическая и электрическая системы
Точность работы гидравлики по всем осям достигается за счет быстрого отклика гидравлической системы мирового лидера Duplomatic valve, а так же предохранительным клапанам давления, используемыми против пиковых давлений и перегрузок, обеспечивает защиту двигателей и других компонентов. Электрическая система разработана таким образом, чтобы быть совместимой с правилами безопасности CE и ЕАС. Система электрической схемы состоит из хорошо известных электрических компонентов, таких как Siemens, Schneider, Omron и Opkon.
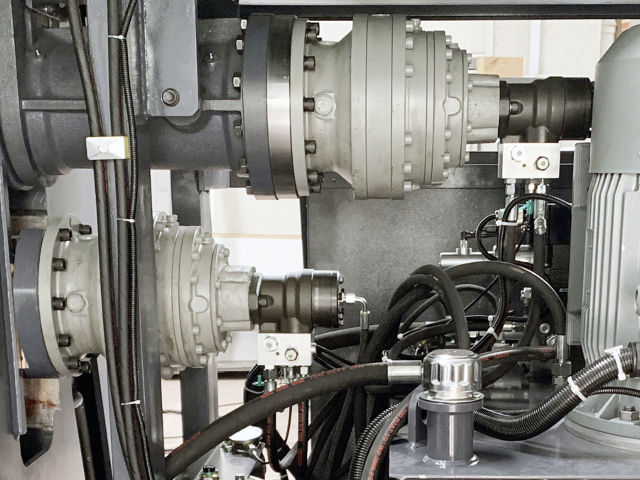
Система привода с в большим крутящим моментом
Благодаря высокому крутящему моменту, валы станков ANERKA могут сгибать лист с меньшими шагами. Гибочные валы приводятся в движение непосредственно связанными независимыми гидромоторами с высоким крутящим моментом M+S и планетарными редукторами Bonfiglioli.
Приводная система расположена на той же оси, что и вал, который передает крутящий момент на заготовку без потери крутящего момента.
Некоторые станки на рынке имеют универсальные карданные шарниры, но мы предпочитаем прямой привод, т.к. это лучшая силовая передача с наименьшим люфтом. Мощные гидравлические тормоза: особенно во время предварительной гибки не позволяют заготовке соскользнуть назад и создать проблемы безопасности.

Система зажима заготовки
На вальцах Anerka серии HR-4 зажим листов достигается прочным торсионным валом, который перемещает нижний вал. Торсион приводится в движение 2-мя гидроцилиндрами, что обеспечивает наилучший параллельный зажим пластины.
С помощью третьего гидроцилиндра на торсионе происходит наклон нижнего вала при изгибе конуса.
В серии HRR-4 нижний вал приводится в действие мощными гидроцилиндрами на обоих концах. Синхронизация между собой обеспечивается электроникой с допуском в 0,1 мм
Система поддержки больших заготовок (опция)
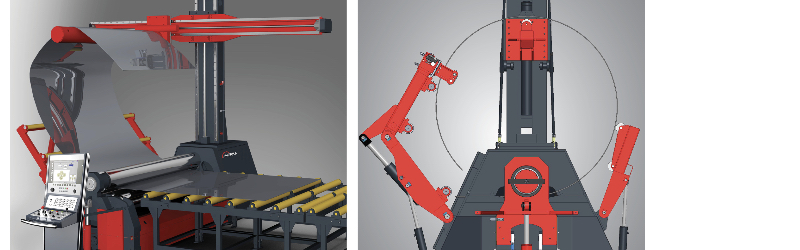
Дополнительные гидравлические боковые или верхняя опоры помогают предотвратить замятие заготовки при работе с обечайками больших диаметров. Боковые опоры имеют двойные гидравлические цилиндры, в производстве конструкции которых применяется сверхпрочная сталь. Вертикальная поддерживающая опора (гидравлический кран) может быть изготовлена в соответствии с различными требованиями к тоннажу и высоте.
Быстросменный верхний вал (опция)
Иногда диаметр деталей для гибки, может быть меньше, чем у стандартного верхнего вала. В этом случае конструкция крепления вала будет иметь специальную модификацию, таким образом, что бы сменный верхний вал с меньшим диаметром мог быть легко заменен стандартным верхним валом – такое решение повышает универсальность станка. Помимо этого в будущем на такой станок ANERKA также легко можно будет установить валы специальной или нестандартной формы и типа для гибки конкретных деталей.
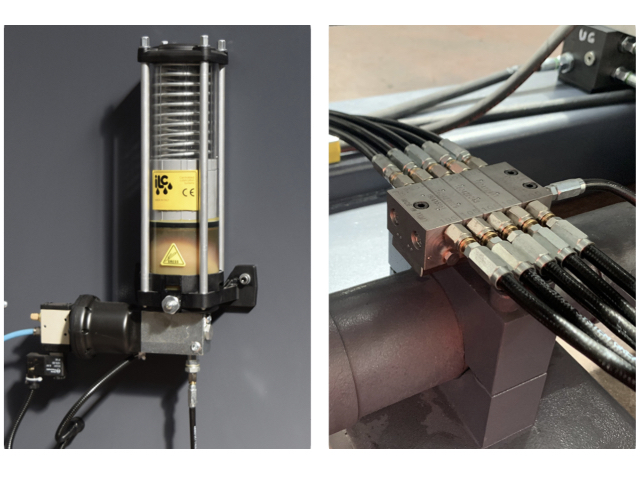
Система автоматической смазки (опция)
На наших станках валы вращаются в роликовых подшипниках и бронзовых втулках. Станок в стандартной комплектации имеет 10 точек смазки и должен регулярно смазываться. Однако, иногда операторы забывают это сделать, что может вызвать неблагоприятные последствия для механизмов станка. Автоматическая система смазки – это исчерпывающее решение, позволяющее избежать такой проблемы, как человеческий фактор. Блок управления ЧПУ может быть запрограммирован на регулярную смазку пока станок находится в работе.

Газовый амортизатор (опция)
Когда лист согнут на оборудовании – начинается процесс сварки на заготовке. Но сам процесс сварки подразумевает вытягивание металла внутрь, тем самым ухудшается его цилиндрическая форма. Для выравнивания заготовки необходимо прокатать заготовку через вальцы, тем самым сняв напряжение и восстановив исходную форму заготовки, этот процесс называется - калибровка.
Но мы знаем, что сварочный шов зачастую толще самой заготовки и, как правило, не зачищен. Если давление на обычную заготовку стандартное, то на сварочный шов – оно будет критическим и как следствие это может негативно отразится как на качестве детали, так и на самом валу.
ANERKA разработала решения для подобных проблем – это специальный газовый амортизатор. То есть при прокатке заготовки со сварочным швом в тот момент, когда шов будет проходить через валы система позволяет перемещаться нижнему валу вверх и обратно вниз, когда там проходит сварочный шов.
Охлаждение и нагрев гидросистемы (опция)
В странах, где температура воздуха высокая, объем масла в станке может увеличиваться в зависимости от интенсивности работы. Вязкость теплого масла снижается – что негативно отражается на работе станка. Проще говоря – это может привести к неточной работе цилиндров, что в свою очередь отразится на точности гибки. Для предотвращения этого используются воздушные масляные охладители.
В обратном случае, вязкость масла может и снижаться, это происходит там, где температура воздуха заметно ниже (ниже рекомендуемой для обычной работы гидравлики). В этом случае предпусковой нагреватель помещается в бак и после чего настраивается его управление таким образом, чтобы масло достигало нужной температуры до первого запуска станка утром.
Системы управления станком
Электронная балансировочная система PLC обеспечивает синхронную работу нижних и боковых валов станков серии HR-3, HR-4, HRR-4. Этот процесс обеспечивается PLC и сенсорной панелью оператора, которая управляет 6 осями. Это самая простая и доступная система управления станком, поставляется уже в базовых комплектациях.

Программируемый контроллер
- Ударопрочная сенсорная панель, степень защиты IP65
- Программируемый догический контроллер Panasonic 32 I/O
- Память: 5 Мб
- Дисплей: монохромный сенсорный ЖК-дисплей 3”, разрешение экрана экранана 128х64
- 3-х цветная светодиодная подсветка (зеленый, красный, оранжевый)
- Температура использования -20 / 60°C
- Ручной модуль управления
- Стандартные 6 осей (X1, X2, Y1, Y2, P, P1)
- Коническое и параллельное управление
- Программирование 5-и установок
- Турецкий, английский, немецкий, французский, испанский, польский, венгерский, хорватский языки
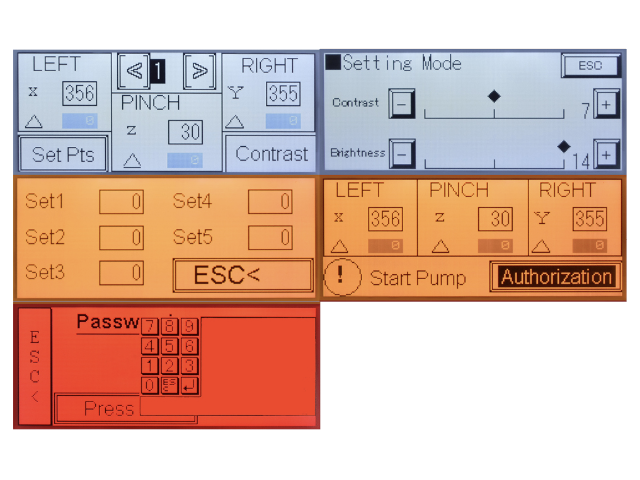
Это так называемая упрощенная система ЧПУ, которая имеет гораздо меньший функционал, чем последняя, но в отличии от PLC здесь предусмотрены разные режимы работы и создание программ.
Система управления NC, в дополнение к системе управления PLC, имеет свойство работать в ручном, обучающем и автоматическом режимах. В ручном режиме использование всех функций обеспечивается оператором. В автоматическом режиме все повторяемые элементы программы повторяются станком.
Благодаря разработанному нами программному обеспечению, блок NC также вычисляет последовательность – теоретические шаги изгиба один за другим. Оператор может достичь идеального изгиба только путем изменения значений предварительного изгиба и прокатки, рассчитанных с помощью программного обеспечения. Система управления NC обладает способностью сохранять 2500 программ, состоящих максимум из 100 шагов.

Описание системы NC
- Esa S530
- ЦП: AMD GeodeTM LX800 500 МГц
- Память: 256 Мбайт DRAM / 1 Мбайт SRAM
- Дисплей: Цветной TFT-LCD 7” WVGA (16:9)
- Порты: 1 Ethernet порт, 1 CAN интерфейс, 1 последовательный порт RS232C, 2 порта USB, 1 выход VGA
- Температура использования -25 / 70°C
Программное обеспечение
- Ручные, обучающие и автоматические режимы работы
- Управление 7 осей (X1, X2, Y1, Y2, P1, P2, Z)
- Коническое и параллельное управление
- Двойная скорость
- 100 шагов, 2500 программ памяти
- Удобный редактор программы пользователя
- USB-порт для резервного копирования программ
- Счетчик рабочего времени
- Турецкий, английский, немецкий, французский, испанский, итальянский, русский, польский языки
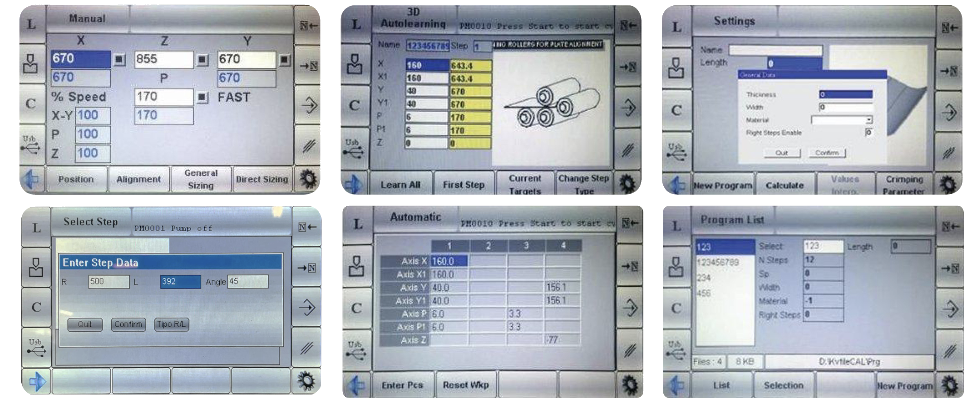
Полноценное числовое программное управление для вальцовочного станка. Блок ЧПУ с его графической системой управления позволяет выполнять гибку шаг за шагом или автоматически вычислять шаги гибки.
В связи с тем, что структура металла во время гибки изменяется - необходимо вносить корректировочные данные для предварительной гибки и этапов изгиба после первого изгиба листа, чтобы получить желаемую форму обечайки. Коэффициенты могут быть записаны в программное обеспечение для их использования в серийном выпуске детали.

С помощью ЧПУ вы можете легко сгибать детали в такие формы, как: цилиндрическая, полицентрическая, эллиптическая, овальная, параллельная сторона, прямоугольная и дуговая. Блок ЧПУ имеет возможность интерполяции благодаря пропорциональным клапанам. Система способна хранить более 2 000 000 программ. Простой и интуитивный редактор программы позволит легко вернутся к любой из написанных программ.
Устройство поставляется с USB-портом, позволяющим легко загружать или выгружать ваши программы и работать с ними на ПК. Вы также можете подключить пульт управления непосредственно к компьютеру с помощью кабеля Ethernet. Это также позволяет нашей сервисной команде удаленно выполнять диагностику, если она когда-либо потребуется.
Помимо этого система ЧПУ управляет такими опциями, как: система автоматической смазки, система боковой и вертикальной поддержки

Система ЧПУ
- ЧПУ ESA S550 PC
- Стандартные 7 осей (X1, X2, Y1, Y2, P1, P2, Z)
- Стандартные 32 входа и 32 выхода
- Цветной сенсорный TFT дисплей 15” с разрешением XGA
- Жесткий диск 20Гб или более
- Ручное колесико для регулируемой скорости поворота
- Промышленная клавиатура
- Процессор ПК: Intel Atom N270 1,6 ГГц с 1 ГБ оперативной памяти
- CPU CNC: AMD Geode ETX-LX800 500 МГц
- Список портов по запросу
Программное обеспечение
- Операционная система Windows ® 10
- Ручные, обучающие и автоматические режимы работы
- Коническое и параллельное управление
- Интерактивный 2D графический редактор для ввода данных заготовок и инструментов
- 2D автоматическое определение наилучшего варианта изгиба
- Программирование положения осей в табличном режиме с автоматической проверкой на ошибки
- Автоматический расчет параметров гибки для всех типов заготовок (цилиндр, овал и др.)
- База материалов
- Возможность интерполяции осей X-Z / Y-Z
- Запись программ
- Программа для работы офлайн
- Турецкий, английский, немецкий, французский, испанский, итальянский, русский, польский языки.
